
En 1914, se estableció una Ley que concedió la autonomía a la Maestranza de Ministerial a autónoma, debiendo recaudar sus entradas económicas y a cargo de un Director, más seis Consejeros, entre ellos dos representaban al Presidente de la República, dos del Senado y dos de la Cámara de Diputados.
Ingenieros expertos de la Universidad de Chile se encargaron de ordenar y capitalizar una empresa que no contaba con elementos para reparar las locomotoras.
Estos hechos motivaron y aceleraron el proceso de construir una Maestranza modelo.
Entre 1913 y 1914 la Empresa de Ferrocarriles del Estado organizó un concurso de planos, a nivel mundial, para construir una maestranza modelo capaz de reparar a bajo costo 600 locomotoras, 480 coches de pasajeros y 6.000 carros de carga, como promedio de su material rodante existente a ese año.
En mayo de ese año el premio fue adjudicado a la empresa norteamericana Niles-Bement Pond por un valor de 4000 libras, a cargo del ingeniero G. Henderson, mientras que las firmas Comptoir y Beaver Proud Eng. Corp. se dividieron el segundo premio.
En julio de 1915, la Compañía Holandesa obtuvo la propuesta de construcción para ejecutarla en acero, sin embargo, el alto costo de este material, producto de la guerra hizo inviable su instalación, debiendo planificarse en concreto armado, mucho más económico, resistente a sismos de gran magnitud e incombustible.
En 1917, la Compañía Holandesa de Obras en Concreto Armado solicitó al Consejo el pago por adelantado de los materiales de fierro acumulados “al pie de la Maestranza”, según consta en el oficio 2.841 del 27 de diciembre, entregado por la empresa que revela la escasez de material importado y la necesidad de cumplir los plazos establecidos en el contrato:
“El ingeniero de la empresa a cargo de estos trabajos, a quien se pidió informe al respecto, manifiesta que el Pliego de Condiciones Generales que sirvió de base para la petición de las propuestas, establece que los pagos deben corresponder a trabajos ejecutados. Esta cláusula, que debió ser tomada en cuenta por todos los proponentes, para agregar a sus precios una partida por intereses, no puede ser modificada sino por razones muy justificadas, porque su alteración perjudicaría la seriedad de las propuestas públicas futuras, estableciendo el precedente de que un proponente pueda rebajar de su presupuesto la partida de intereses, en la confianza de que en el curso de la ejecución de las obras le serán pagados los materiales al pie de la obra.
En el caso actual, no existen motivos especiales que justifiquen la alteración de la forma de pago estipulada en las bases de la propuesta.
En efecto, la Compañía Holandesa, al insinuar en su propuesta la idea de emplear fierro relaminado nacional en las obras, dejando sometido el estudio de esta cuestión al criterio de la Empresa, trataba principalmente de salvar las dificultades provenientes de un posible atraso en la recepción del fierro importado. Si la Compañía hubiera tomado en cuenta al fijar el monto de su propuesta la circunstancia de que por adquirir el fierro en el país no tendría necesidad de desembolsar por interés una suma tan crecida como si lo adquiriera en Estados Unidos, habría exigido que su derecho de usar fierro relaminado nacional hubiera quedado establecido en el contrato.
El hecho de que, a pedido de la Compañía, y en vista de los plazos de entrega del fierro importado fijado por los proveedores de este material, se haya estipulado en el contrato que el plazo de 730 días para la terminación de las obras, podría ser prorrogado en caso de que la Compañía justificara que la entrega del fierro necesario para las construcciones experimentara retardos por causas ajenas a su voluntad, con respecto a las fechas de abril de 1917 a junio de 1917, indicadas por el contratista en su propuesta, manifiesta que la Compañía Holandesa tomó en cuenta al suscribir el contrato la posibilidad de tener que pedir a los Estados Unidos el acero necesario para las obras.
Por otra parte, conviene recordar que con fecha 9 de noviembre la Empresa autorizó al contratista para emplear fierro relaminado nacional en algunas partes de las obras, con lo que se reducía a la mitad la cantidad de fierro que era necesario pedir a los Estados Unidos.
Por razones ajenas a la Empresa, la Compañía Holandesa prefirió reducir al mínimum el empleo del fierro nacional, de manera que de las 1.434 toneladas de acero que han llegado a la obra hasta la fecha, sólo 75 toneladas son de fierro relaminado en el país.
La Dirección General, de acuerdo a lo anterior, hace presente, además, que la petición en informe contraviene a lo dispuesto en el artículo 53 del Reglamento para Construcción de Obras de Ferrocarriles aprobado por el Consejo en sesión de 3 de agosto de 1914 y que forma parte integrante de todos los contratos que celebra la Empresa. El Consejo negó lugar a la petición formulada” – señaló el extracto.
Recordemos que muchas de las firmas europeas y norteamericanas durante el período de la Guerra tuvieron serias restricciones en sus exportaciones e importaciones, por lo tanto la política de adquisiciones de la Empresa de Ferrocarriles del Estado sufrió un revés que logró ser capitalizado por manufactura nacional.
El siguiente paso fue adquirir un predio de 45 hectáreas, cercano al Cerro Negro para albergar la obra y levantar una población obrera de 75 hectáreas, en total 120 hectáreas, con un costo de $ 526.000
El 28 de diciembre de 1914, ante el notario público y de hacienda, Pedro N. Cruz, compareció don Justiniano Sotomayor, ingeniero, Director General de los Ferrocarriles del Estado, y don Carlos Rogers, comerciante, redujeron a escritura pública el siguiente contrato de compraventa:
“El señor Rogers vende a la Empresa de los Ferrocarriles del Estado, representado por el señor Sotomayor, quien a su vez declara comprarla para esos ferrocarriles, una extensión de ciento veinte hectáreas del fundo “Cerro Negro” de propiedad del señor Rogers, ubicado en el departamento de La Victoria, en las vecindades de la estación de San Bernardo” – formuló el escrito legal.
El 11 de abril de 1920, la Compañía Holandesa concluyó sus labores entregando ocho talleres en concreto armado; uno para locomotoras, compuesto por cinco naves longitudinales y una transversal de 188 metros de largo, por 87 de ancho sobre una superficie de 16.380 metros cuadrados, con naves laterales de 21 de alto y 20 de ancho.
Su original techumbre representa una “V” invertida con cerchas tipo cobertizo o “dientes de sierra”, con una inclinación en la losa de 30 grados y ventanas ubicadas estratégicamente hacia el sur para permitir una óptima distribución de luz y aire, evitando así la exposición directa al sol de los operarios.
Mientas tanto las naves laterales fueron destinadas para el montaje de las locomotoras, soportadas por poderosas vigas porta-grúas de 10 y 120 toneladas, ubicadas a una altura de 8 y 11 metros cada una.
Estas naves se dividían en departamentos especializados, para máquinas, herramientas, calderos y tenders.
La moderna maquinaria eléctrica fue instalada por Niles-Bement Pond Company por un costo de 604.500 dólares y prescindía de engranajes y poleas; todo un avance industrial para la época.
El taller de fundición tenía tres naves repartidas sobre una superficie de 2.789 metros cuadrados. En la nave central se trabajaban los moldes de fundición que eran trasladados de un extremo a otro en grúas con capacidad de 15 toneladas que sobresalían del edificio, hasta los patios por medio de vías rodantes para depositar la carga sobre el pavimento construido con adoquines de roble de pellín tratados con alquitrán sobre concreto. Más allá era posible ver depósitos de arena, carbón y hierro para la fundición.
También se encontraba el taller de fundición de bronce y moldeo de piezas livianas, en total unas 35 toneladas diarias, en sus inicios.
El edificio de Modelería estaba apartado de los otros para evitar peligros de incendio. Construido sobre una superficie de 667 metros cuadrados, dividido en dos por un tabique de concreto armado para fabricar y almacenar moldes grandes y pequeños.
La Herrería, de 3.535 metros cuadrados se ubicaba frente al taller de Locomotoras, separado por especialidades o departamentos; tornillos, pernos y una sección para estampar y forjar.
El edificio estaba equipado con hornos petroleros; usado por su alto rendimiento y resistencia a altas temperaturas.
Tres sopladores automáticos abastecían de aire a estos hornos y una serie de quemadores de alta presión se conectaban a tuberías de aire comprimido. No obstante, existían hornos de carbón pulverizado para forjas pesadas.
El Almacén, un edificio de dos pisos de 79 metros de largo, por 24 de ancho y casi 4 de altura, distribuía tres naves separadas por dos hileras de columnas que sostenían un segundo nivel y se interconectaban gracias a un ascensor de carga para dos toneladas, más una escalera de servicio. Aquí, se guardaban y clasificaban todos los materiales que necesitaban los talleres.
Otro gran desafío para los ingenieros fue dotar a toda la maquinaria de suficiente fuerza y energía para funcionar sin problemas, prácticamente 24 horas al día los 7 días de la semana, de manera autónoma y eficiente, para esto construyeron una subestación con capacidad para 1.000 kilowatts y transformadores para bajar la tensión a 220 volts, gracias a la prestigiosa firma General Electric.
La Central a Vapor, un edificio de concreto armado de 850 metros cuadrados, estaba equipado con calderos “acuatubulares” de 120 H.P. cada uno y guiados hacia una gran chimenea de 30 metros de altura. Éstos funcionaban con carbón pulverizado, procesado en la misma planta a razón de 11 toneladas diarias, cantidad de sobra para abastecer la central a vapor y toda la Maestranza.
El taller de Cobrería suministraba las cañerías de cobre que necesitaban las locomotoras una vez restauradas y realizaba tareas con otros metales, como el bronce.
El taller de frenos reparaba frenos “Westinghouse”, estándar en las primeras locomotoras de la red estatal.
El taller de Pinturas se preocupaba de pintar todas las locomotoras una vez reparadas.
La Casa de Máquinas, equipada con pozos y chimeneas servía para dar el retoque final a cada máquina aprobada. Tenía al frente la tornamesa para instalar a 11 locomotoras.
Otras instalaciones eran; el Servicio Sanitario, la Administración y los talleres de Coches y Carros.
De esta manera, la empresa abandonaría paulatinamente sus viejas maestranzas divisionales de Valparaíso, Santiago y Concepción, para centralizar todo en la Maestranza Central de San Bernardo, la más moderna y mejor equipada, con una arquitectura monumental, y hasta entonces el taller más grande del mundo construido en concreto armado, igualado sólo por la fábrica de bebidas “Anheuser Busch Brewing Association”, de San Luis, Estados Unidos, con 180 por 76 metros, equivalente a 13.680 metros cuadrados y que ostentaba el récord hasta 1918.
El edificio Anheuser Busch Brewing Association, el más grande del mundo en concreto armado, hasta 1918
Para los ingenieros, trabajar con concreto armado era un gran riesgo, por su fragilidad al momento de construir a gran escala, por lo tanto este material era sometido a rigurosas pruebas de resistencia, junto a sus arenas y ripios antes de ser vaciados en los moldes bajo estrictos protocolos supervigilados por ingenieros de la Compañía Holandesa.
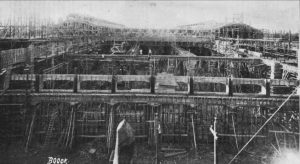
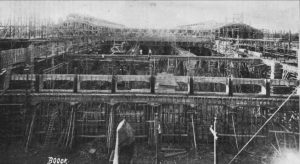
La Maestranza de San Bernardo durante su construcción, 1918
El Taller de Herrería, 1918
Interior de los Talleres en plena etapa de construcción, 1918
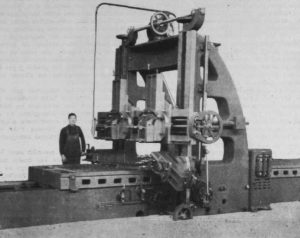
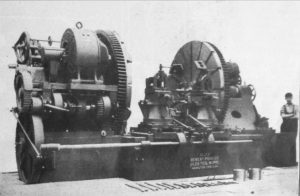
Acepilladora más grande del mundo, adquirida para la Maestranza de San Bernardo
Otra de las máquinas utilizadas al interior de la Maestranza, un gran torno
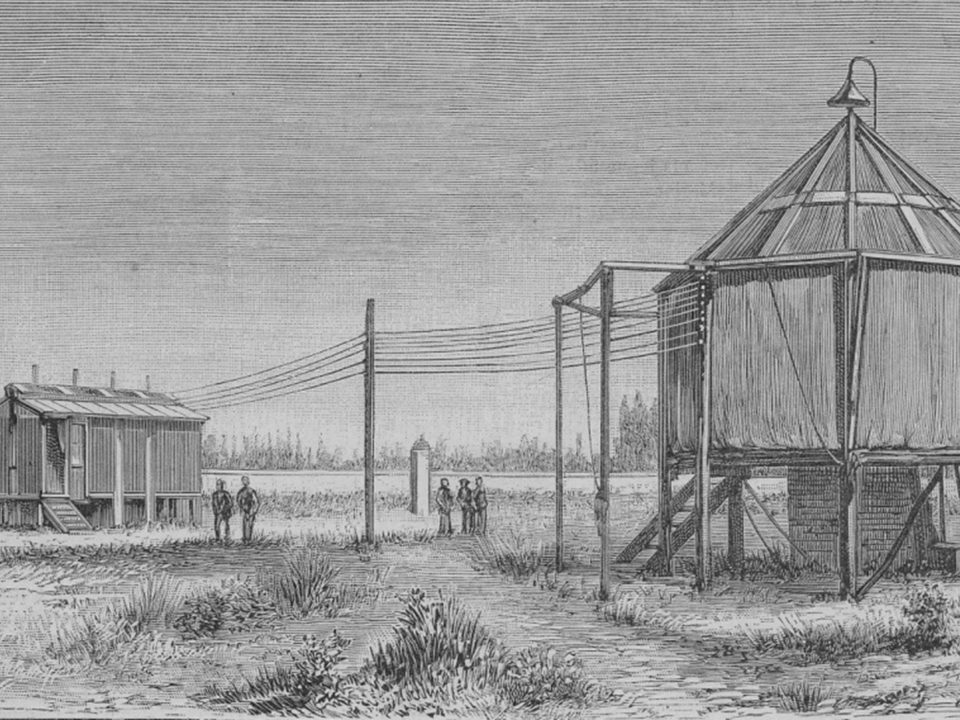
Subestación de Fuerza Eléctrica, Maestranza de San Bernardo
*Imagen portada: Primeros obreros-jornaleros Maestranza de San Bernardo






{kind=link}
{kind=link}
{kind=link}