
La organización de la Maestranza siempre fue (comparativamente) muy parecida a la de un sistema militar, con divisiones claramente establecidas en sus tareas y demandas, separadas por Grupos y a la vez comandadas por un Jefe. Cierta cantidad de Grupos formaban una Sección a cargo de un Mayordomo, mientras que dos o tres secciones tenían al frente a un Jefe de Taller que dependía de un Mayordomo General y sobre éstos los Ingenieros Especialistas dependientes de un Jefe y un Segundo Jefe.
En los comienzos, la Maestranza operó con 358 obreros a cargo del Ingeniero Jefe, don José Aldea Sandoval, que contaba con estudios en Francia y en las fábricas Graffenstaden y Borsig de Berlín. Al momento de su designación trabajaba en la maestranza de Concepción.
1920 fue un año clave en la formación de nuevos trabajadores, y en la reparación de material rodante de la empresa, hasta 1926, año que asumió don Eduardo Biggs Fabres en dos períodos: 1926-1929 y 1936-1939, continuando con don Francisco Montauban Retamales (1939), don Alejandro Iriarte Millán (1939-1940) y don Rubén Veloso Veloso, por nombrar a sus precursores.
Durante un tiempo, en la Maestranza se trabajó “a trato”, vale decir por pieza terminada la que era registrada en cuanto a precios y tiempo de ejecución por cada operario.
Para los “tratos colectivos”, la ecuación era sueldo más horas trabajadas, mientras que los tiempos de ejecución se controlaban a través de sistemas diseñados por Mayordomos e Ingenieros Especialistas, quienes calculaban precios según una tabla de: Espacio tiempo determinado por cada operación, más margen de 20 a 30%, aumento de utilidad, Sueldo fijo por hora proporcional a categoría de cada operario y clase de trabajo.
Los Grupos perdían dinero si su trabajo era deficiente, más todavía si existía negligencia porque las pérdidas salían de sus bolsillos, sumando además un castigo y en caso de reincidencia el operario era separado de sus funciones, sin embargo en la Maestranza se aspiraba a implementar el sistema “Taylor” (el trabajo debe ser dividido en tareas para aumentar la productividad en cadena, con un fuerte control del empresario para la realización de éstas).
En los Talleres, cada trabajo ejecutado era susceptible de mejorarse en calidad y tiempo; todo obedecía a reglas y conocimientos puesto que cada especialidad recibía herramientas específicas para evitar pérdidas de tiempo, más un detallado manual de instrucciones que contenía, entre otros temas, el desgaste de material y el tiempo estimado para cada obra, de tal manera que los obreros estaban determinados por un tiempo ya fijado y de éste dependía su abono o sobresueldo pactado.
Paulatinamente se fijaron estándares de operación semejantes a los de Estados Unidos, lo que significó que tras el desarme de cada locomotora existía un cronograma de distribución para cada pieza ingresada a los Talleres, todo acompañado de un formulario de inicio y término para cada trabajo.
Las fechas, fijadas en un tablero, marcaban la hoja de ruta para cada Taller con sus pertinentes atrasos.
La jornada de trabajo promedio en la Maestranza estaba fijada en 7 horas 50 minutos en días hábiles y 4 horas 40 minutos para los sábados, sumando 43 horas, aproximadamente.
Cada “pito” marcaba las horas para: pago, almuerzo, regreso y final de la jornada, además estaba la sirena característica que era escuchada en todo San Bernardo. Durante años, el pulso de nuestra ciudad dependió de aquellos sonidos metálicos y sus chirridos industriales.
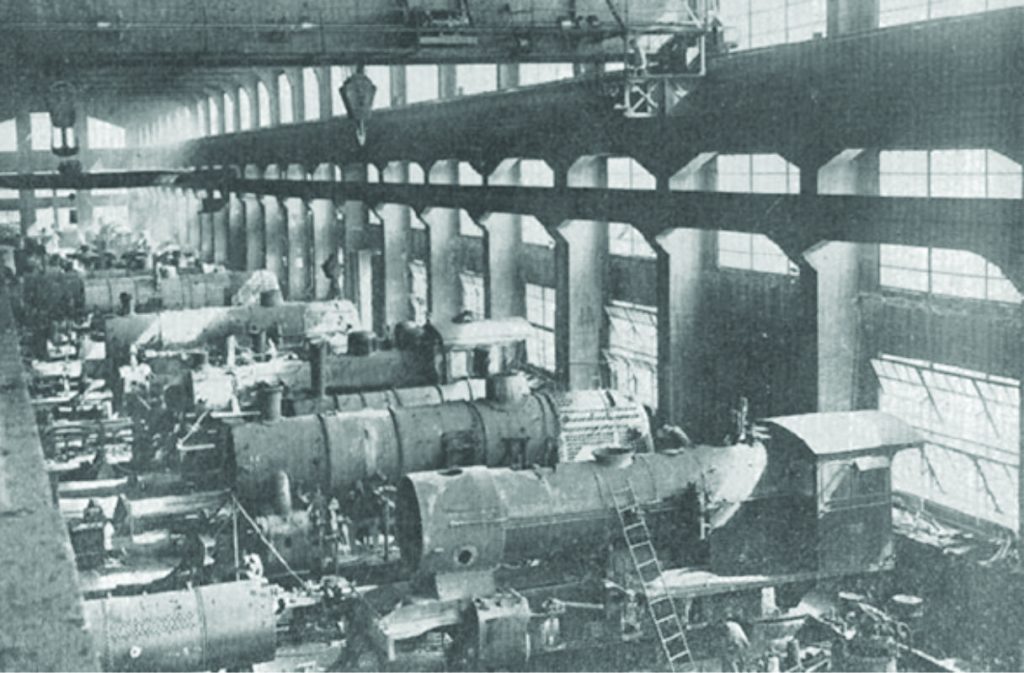
Interior de la Maestranza en plena producción, revista “En Viaje”
Así es, hoy nos cuesta imaginar ese silencio incómodo que apagó sus calderas y vapores. Simplemente nuestros viejos tiznados ya no están.
En 1927, la Maestranza contaba con distintos talleres, entre ellos el de Armaduría que tenía 2 grúas de 120.000 kilos, capaces de levantar completamente una locomotora y sostenerla en el aire.
El Taller de Maquinarias estaba equipado con 2 tornos gigantes para tornear ruedas de hasta 2,20 m. y dos prensas hidráulicas que calaban ruedas de 600.000 kilos.
La Calderería tenía 1 Taladro de 4 metros y su misión era agujerear planchas de calderos.
En la Herrería podía verse un martinete de vapor para forjar ejes de 40 centímetros.
El de Resortes fabricaba resortes para locomotoras y el de Perneras entregaba pernos, tuercas, entre otros productos.
En la Fundición 2 hornos producían 3.000 toneladas de fierro al año y 300 toneladas de acero salían de sus plantas.
Pero eso no era todo, la Planta de Oxígeno mantenía una producción de 75.000 m3, todo en orden para reparar estos “Caballos de la Patria”, como los llamaba Pablo Neruda, contribuyendo así al progreso de Chile, a su producción y desarrollo.
Con orgullo, la Maestranza fabricó durante su vida muchos implementos e incluso la locomotora “Presidente Ríos”, un caldero para locomotora tipo “Súper-Montaña”, máquinas perneras y de escoplos, sopletes, motor eléctrico para soportar una grúa, fresas y muchas otras herramientas para mantener y reparar trenes.
La Maestranza funcionaba sin cesar, día y noche, soplando y resoplando sus calderas, con turnos interminables de acero, vapor y rieles.
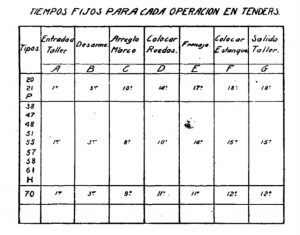
Planilla de tiempos para cada operario, sección Tenders
Tiempos fijos para la ejecución de equipos en Maquinarias





{kind=link}
{kind=link}
{kind=link}